- Manufacturing
- Apr 08
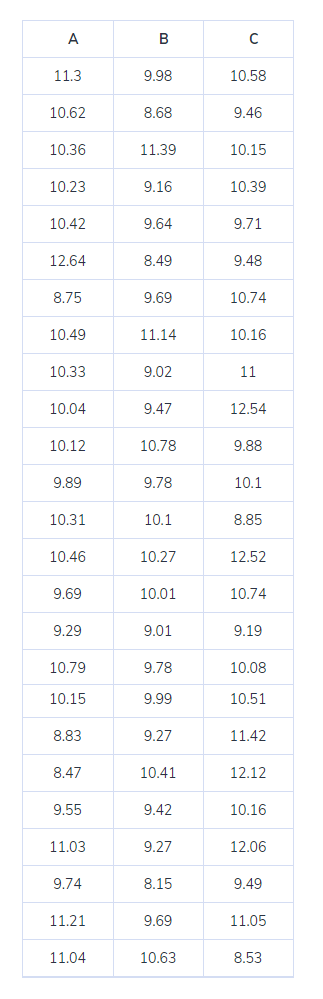
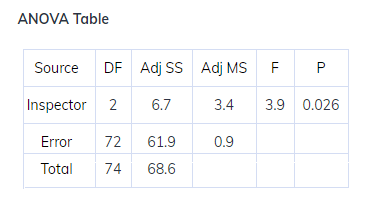
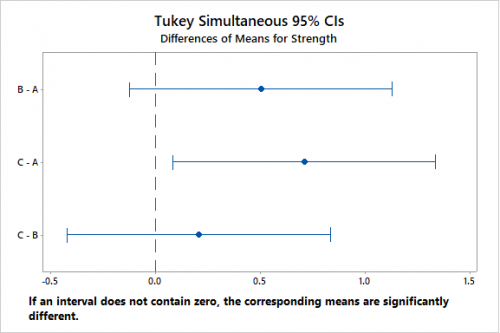
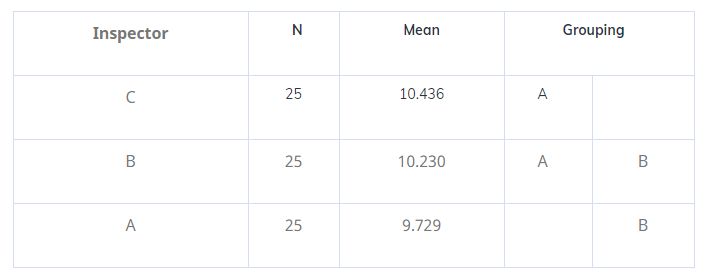
Understand the Application of ANOVA in Manufacturing Process!


Related Posts
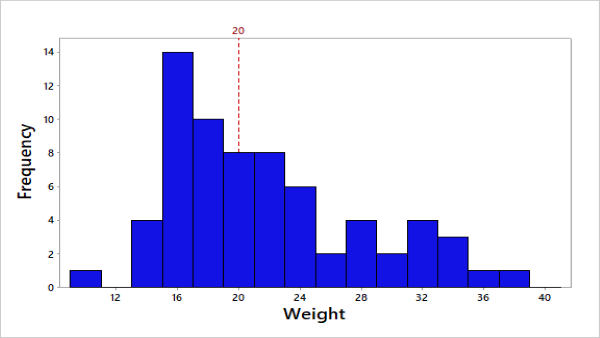
What can we Discover from the Process Data by Creating a Simple Histogram?
A simple demonstration of Histogram usage in your process! Histogram is commonly used for graphical….
- Oct 05

Is your Sample Size enough for doing the Analysis?
I guess this is an important question we should ask ourselves before doing any kind of analysis. We should…
- Jul 06